大豆製品製造工場 排水処理能力向上業種:食品・飲料 地域:日本
増産に伴う排水量増加に対応し、
処理能力向上
-
- 目 的
- 既存設備を活かした排水処理能力向上。
-
- 導入背景
-
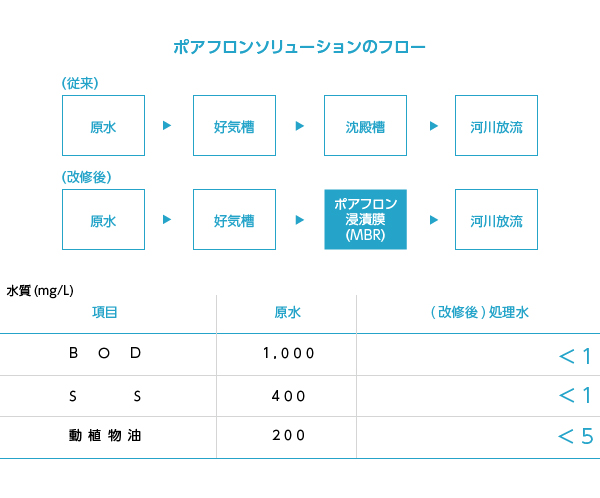
増産により、排水処理能力の増強が必要な状況で、
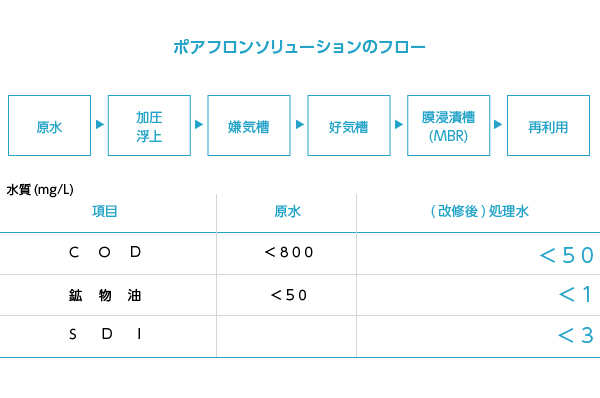
既存の沈殿槽を活かしてMBRへ改修を行いました。
-
- 効 果
-
省スペースが特徴のひとつであるMBR化により、
同スペースでより多くの排水を処理することができるため、
160㎥/dから400㎥/dへ排水処理能力が向上しました。
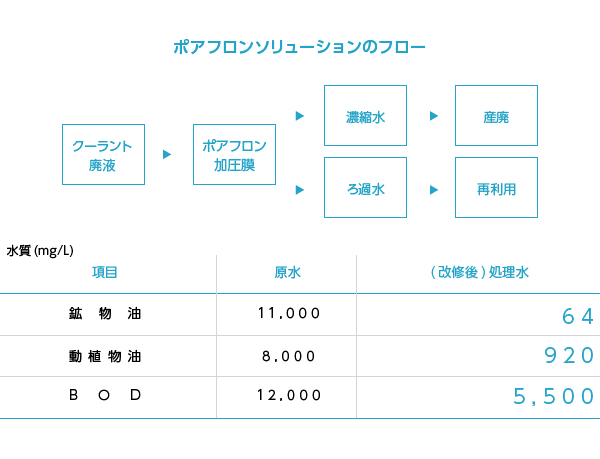
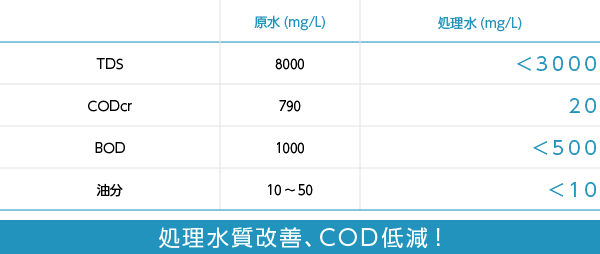
また、放流排水水質も向上させることができました。
-
- 処理量
- 400㎥/d